海维激光--CCTV优选品牌
17年专注激光焊接,集产研销一体
2019-04-29 09:53:33 责任编辑: 海维激光 0
激光焊接以其能量密度高、变形小、热影响区窄、焊接速度高、易实现自动控制、无后续加工的优点,已成为工业制造中的重要手段之一,特别是在汽车业中的应用。激光焊接机技术为汽车行业的制造提高了生产效率,并且为汽车制造业带来了显著的经济效益。
激光焊接是在汽车制造业中使用最多的激光焊接技术,另外还有激光打标技术、激光切割技术等。最早用在汽车变速箱齿轮组的激光焊接,采用2一3kw的连续co2激光器,再配备必要的清洗、压紧、转动台、激光器、水冷系统、导光系统、保护气体系统以及在线检测设备,整套设备运转起来加工速度很快,一般每分钟可焊接两件,通过长时期运转已经形成了一整套激光加工管理制度,积累了大量的工作经验,汽车齿轮的激光焊接工艺可行性已得到厂家的充分肯定,成为汽车制造业成熟固定的工艺。
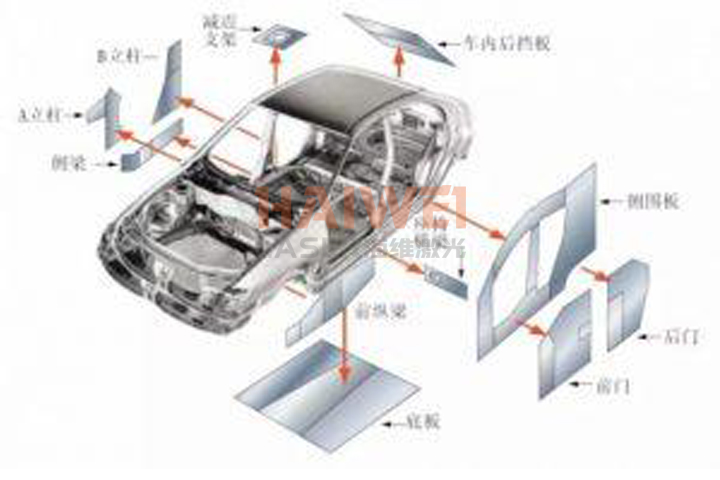
汽车制造业大量采用激光焊接薄钢板和不等厚钢板,充分利用激光焊缝性能优良的特性,焊接后再冲压成型,不会开裂。一方面对于宽度不够的钢板拼焊后冲压车体部件,因车体不同部位受力情况不一样,对强度、刚度要求也不同,为了减轻车体重量,往往根据各个部位实际需要选用不等厚度、不同种类的钢材或表面处理方法不同的板材用激光焊接在一起,作为冲压前的坯料。

汽车激光焊接机是通过激光电源对氙灯脉冲放电,形成一定频率,一定脉宽的光波,该光波经过聚光腔辐射到Nd3+:YAG激光晶体上,激发Nd3+:YAG激光晶体发光,再经过激光谐振腔谐振之后,发出波长为1064nm脉冲激光,该脉冲激光经过扩束、反射、(或经光纤传输)聚焦后打在要焊接的物体上;在PLC或工业PC机的控制下完成焊接。
优点
“激光”能在一个很小的作用点上集中起非常大的能量。与传统的焊和熔焊工艺相比,这会带来很多优点:
加工精度成倍提高。激光焊缝高温区因热量的原因会发生反应。由于激光焊缝宽度相对较窄,这些较小的高温区也使得随之带来的热变形非常小。
可以实现激光焦点的功率和大小按加工要求动态地进行调节,同时对加工过程进行实时监控,实现各种各样的应用可能。
在使用固体激光器时,可以灵活地远离操作地输送激光,这样一来把能量源和加工设备从空间上分隔可以毫不困难得实现。
激光束不会带来任何磨损,而且能长时间稳定地工作。
可将入热量降到最低的需要量,热影响区金相变化范围小,且因热传导所导致的变形亦最低。
32mm板厚单道焊接的焊接工艺参数业经检定合格,可降低厚板焊接所需的时间甚至可省掉填料金属的使用。
不需使用电极,没有电极污染或受损的顾虑。且因不属于接触式焊接制程,机具的耗损及变形接可降至最低。
激光束易于聚焦、对准及受光学仪器所导引,可放置在离工件适当之距离,且可在工件周围的机具或障碍间再导引,其他焊接法则因受到上述的空间限制而无法发挥。
工件可放置在封闭的空间(经抽真空或内部气体环境在控制下)。
激光束可聚焦在很小的区域,可焊接小型且间隔相近的部件,
可焊材质种类范围大,亦可相互接合各种异质材料。
易于以自动化进行高速焊接,亦可以数位或电脑控制。
焊接薄材或细径线材时,不会像电弧焊接般易有回熔的困扰。
不受磁场所影响(电弧焊接及电子束焊接则容易),能精确的对准焊件。
可焊接不同物性(如不同电阻)的两种金属
不需真空,亦不需做X射线防护。
若以穿孔式焊接,焊道深一宽比可达10:1
可以切换装置将激光束传送至多个工作站。
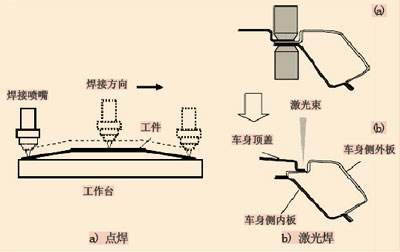
据有关资料统计,在欧美发达工业国家中,有50%~70%的汽车零部件是用激光加工来完成的。其中主要以激光焊接和激光切割为主,激光焊接在汽车工业中已成为标准工艺。激光用于车身面板的焊接可将不同厚度和具有不同表面涂镀层的金属板焊在一起,然后再进行冲压,这样制成的面板结构能达到最合理的金属组合。由于很少变形,也省去了二次加工。激光焊接加速了用车身冲压零件代替锻造零件的进程。采用激光焊接,可以减少搭接宽度和一些加强部件,还可以压缩车身结构件本身的体积。仅此一项车身的重量可减少50kg左右。而且激光焊接技术能保证焊点连接达到份子层面的接合,有效提高了车身的刚度和碰撞安全性,同时有效降低了车内噪声。
缺点
要求焊件装配精度高,且要求光束在工件上的位置不能有显著偏移。这是因为激光聚焦后光斑尺寸小,焊缝窄。如工件装配精度或光束定位精度达不到要求,很容易造成焊接缺陷。
激光器及其相关系统的成本较高,一次性投资较大。
镀锌钢板只是为了防止生锈,与激光焊接是两个概念,没有可比性。
与传统的焊接工艺相比,激光焊接机能满足汽车上各种材料的加工,提高汽车的整体性能,且能降低生产成本,提高生产效率。













