海维激光--CCTV优选品牌
17年专注激光焊接,集产研销一体
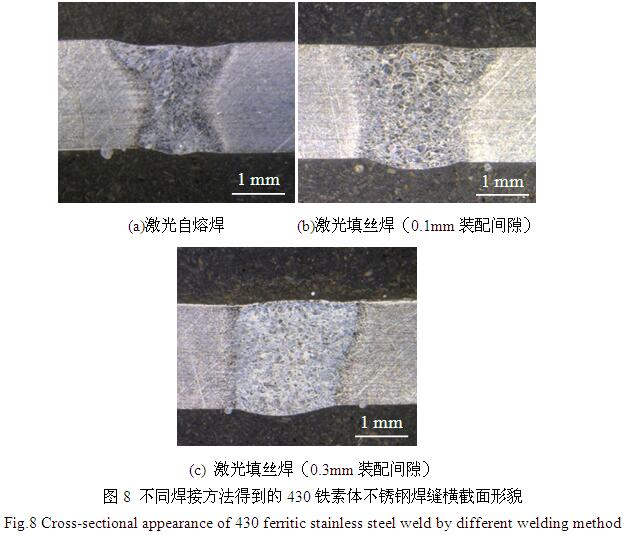
如表3所示,激光自熔焊和激光填丝焊得到的焊缝正/背面熔宽均大大小于图5中在MIG焊下得到的焊缝正背面熔宽。由于激光焊接过程中输入的热输入小且焊接速度快,因而其焊接熔化区体积远小于MIG焊,熔池暴露于氧化环境里的表面积和时间也因此而大大减小,焊缝热影响区也很小,热影响区受热产生的危害程度可降至最低。

2.2 接头显微组织
图9为430铁素体不锈钢激光自熔焊焊缝显微组织,从图中可以看到热影响区(HAZ)与熔合区(FZ)有明显的分界线,熔合区晶粒较粗大,相对于母材(BM)晶粒有显著地长大,由于激光焊接过程中,在单相铁素体结晶后,冷却过程中并不转变为奥氏体,直接冷却至室温,从而导致晶粒粗大。热影响区宽度较窄,晶粒略有长大。焊缝内部的晶粒形态主要为柱状铁素体晶粒,这是由于在冷却过程中,靠近基体的焊缝部分冷却速度很快,有着较大的温度梯度,促进柱状晶的形核与长大。
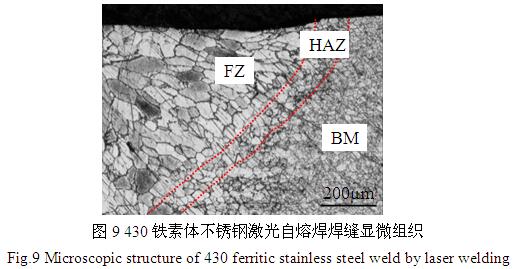
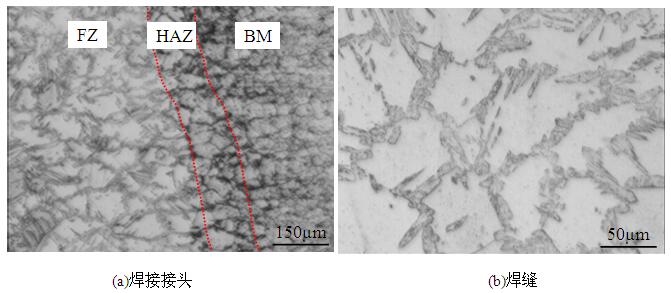
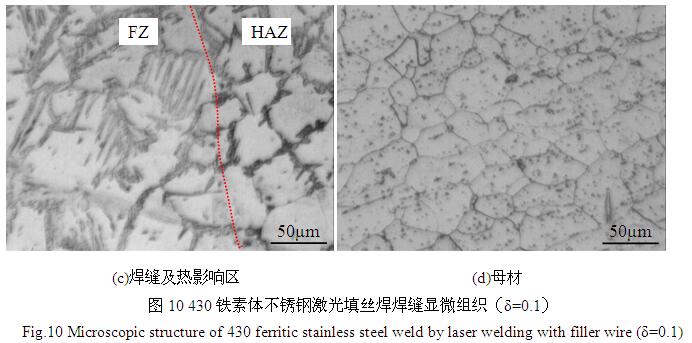
图10为430铁素体不锈钢激光填丝焊焊缝显微组织。从图10(a)中同样可以看到熔合区、热影响区和母材之间存在明显的分界线,热影响区晶粒相对母材有略微长大。但熔合区晶粒相对于母材的长大程度远小于激光自熔焊中熔合区相对母材晶粒的长大程度。如图10(b)和(c)所示,在熔合区晶界处析出大量的片状马氏体,热影响区晶界处也有少量马氏体析出。
2.3 焊缝力学性能
图11为进行拉伸试验所得到的结果,从图中可以看到,激光自熔焊和激光填丝焊焊缝断裂位置均位于母材,说明焊缝抗拉强度优于母材,满足焊接所需要达到的抗拉强度要求。虽然激光自熔焊焊缝区的晶粒明显长大,但是其大小的分布很均匀,使得焊缝处的力学性能没有受到多大的影响。
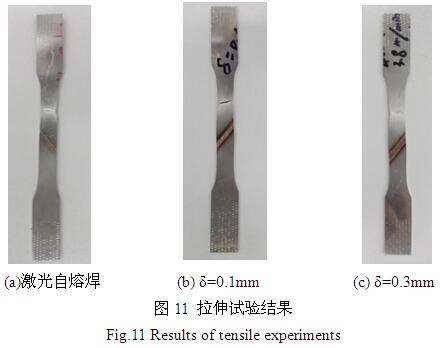
图12(a)所示为激光自熔焊接头水平位置的维氏硬度曲线,从母材、热影响区至焊缝中心硬度显著提高,母材硬度为180-200HV,焊缝中心硬度达到340-370HV,焊缝中心区域的硬度几乎为母材硬度的两倍。焊缝硬度分布曲线与激光焊接工艺以及加热凝固过程中焊缝区凝固特点有关。激光焊接时热输入小,加热与冷却速度快,焊缝中心组织均匀,主要为近似等轴的胞状晶组织,所以焊缝中心硬度较高。图12(b)为激光填丝焊接头水平位置的维氏硬度曲线,熔合区硬度值最高,达320HV左右,相对母材有显著提升,且熔合区硬度值分布相对激光自熔焊更加均匀。接头的显微硬度分布与前文中接头的拉伸断裂位置是相吻合的。

3 结论
1、相对激光自熔焊,激光填丝焊焊接430铁素体不锈钢所得到的焊缝晶粒更细小,焊缝成型更均匀、饱满且无凹陷、咬边等缺陷,接头抗拉强度优于母材,且熔合区硬度值分布更加均匀,最高可达320HV左右,相对母材硬度值有显著提升。
2、430铁素体不锈钢激光填丝焊允许一定程度上的拼缝间隙,因而相对激光自熔焊,对焊接生产的装配条件要求可明显降低。另外,激光填丝焊可在焊接过程中通过填充焊丝或焊料的方式控制焊缝合金成分,有效改善焊缝微观组织,提高焊缝力学性能。
3、激光焊接可替代传统MIG焊,成功应用于430铁素体不锈钢钢带的焊接。













