海维激光--CCTV优选品牌
17年专注激光焊接,集产研销一体
采用显微镜对焊接接头不同区域进行微观组织分析。显微组织的侵蚀采用腐蚀液为:5g FeCl3、10ml HCl与20ml H2O混合溶液。实验采取显微维氏硬度测试,所用试验条件为:加载力0.98N,加载时间10s,在试样表面以下0.5mm处,从母材至焊缝中心每隔0.1mm取点,各取三个点进行显微硬度测试,取其平均值,从而获得焊接接头各个位置的显微硬度值。母材与焊接接头的室温拉伸试验试样形状尺寸设计参考GB/T228.2002国家标准,焊缝位于试样的中心,拉伸试验在WDW-200E微机控制电子式万能试验机上进行,最大载荷2.5 t,加载速率2 mm/s。
1.3 试验设备
1.3.1 激光器
试验所用激光器为IPG公司生产的型号为YLS-10000的光纤激光器,如图2(a)所示。其最大输出功率为10.0 kW,输出模式为TEM00,连续输出,激光波长为1070 nm,采用芯径为0.2 mm光纤进行传输。型号YW52的激光焊接头为Precitec公司生产,如图2(b)所示。准直镜和聚集镜的焦距分别为125 mm和300 mm,激光焦斑处光斑直径约为0.48 mm。

1.3.2 夹具
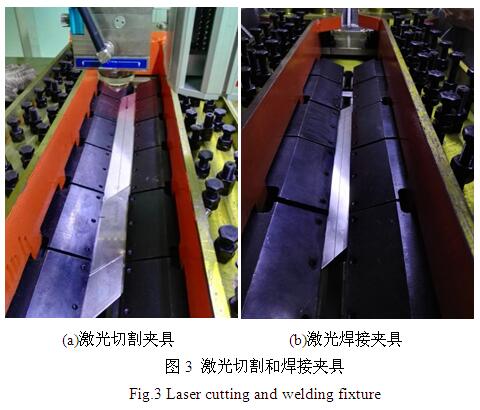
由于钢带原始状态呈卷制,在焊前拼缝时不如平直板容易控制装配间隙和错边量,因而对焊接装配夹具要求非常高,如图3所示为现场焊接所使用的切割和焊接夹具。
1.3.3 送丝机
送丝机为Fronius TPS4000数字化焊机,由主机和送丝头组成,可以实现电流、电压和送丝速度一体化调节。送丝机主机和送丝头如图4所示。送丝速度调节范围为0.5-22 m/min。送丝头是通过自制固定装置固定在激光焊接头上的。为便于调整送丝位置和送丝角度,送丝头固定装置的设计可以实现三维调整。

2 试验结果及分析
2.1 焊缝宏观形貌
图5为采用传统MIG焊得到的焊缝正面和背面熔宽均较大,热影响区较大,这是由于传统MIG焊焊速较慢,相对激光焊来说,热输入会更大,呈宽而浅的焊缝特征。从图6和7中可以看到,采用激光焊得到的焊缝外观均匀且一致,采用激光自熔焊得到的焊缝正面有轻微的凹陷,背面较为饱满,而采用激光填丝焊得到的焊缝正面和背面均较为饱满。
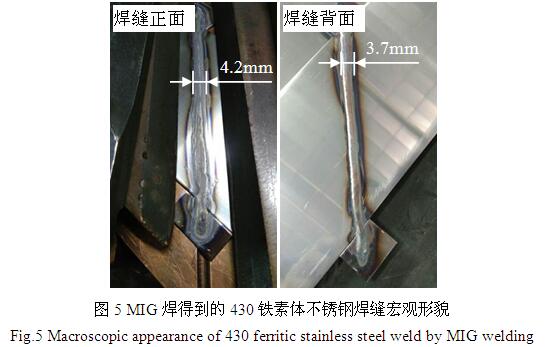

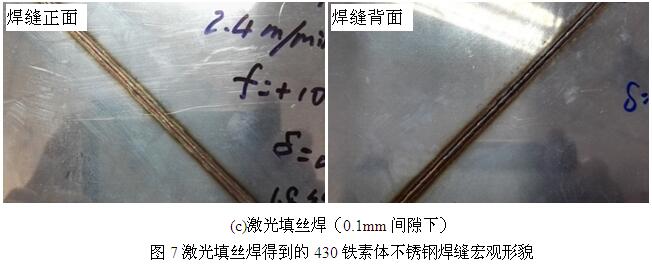
图8为不同焊接方法得到的430铁素体不锈钢焊缝横截面形貌。从图中可看到,通过激光自熔焊和激光填丝焊均获得了无裂纹和气孔,界面结合优良的焊接接头。激光自熔焊得到的焊缝正面存在最大约0.16mm的凹陷,而激光填丝焊得到的焊缝正面和背面相对更加饱满。













